

소직경 파이프 용접부 방사선 촬영 기법
파이프 용접에서는 단일 벽면-단일 영상 기법(SW-SI)을 적용하거나, 불가능할 경우
이중 벽면-단일 영상 기법(DW-SI)을 적용합니다. 소직경 파이프의 경우 이러한
대안은 제한된 유효 필름 길이 때문에
불균형한 이중 벽면-단일 영상 노출 수가 필요하므로 실용적이지 않습니다
(섹션 참조). 이러한 경우
이중 벽면-이중 촬영 기법(DW-DI)을 사용해야 합니다. 일반적으로
DW-DI 기법은 직경 75mm 미만, 벽면 두께 8mm 미만인 경우에만 적용됩니다.
파이프의 소스 측과 필름 측의 용접 모두 동시에 분석됩니다.
소직경 파이프에는 다음의 추가적인 두 가지 DW-DI 기법이 적합합니다.
- 타원형 기법 및
- 수직 기법

타원형 기법
그림 2-18에 표시된 타원형 기법은 선호되는 기법이지만
다음과 같은 조건이 충족되는 경우에만 적용해야 합니다.
- 외경(De) < 100 mm(실제로는 75 mm)
- 벽면 두께(t): < 8mm
- 용접 너비 < De /4
노출 횟수는 벽 두께(t)와 직경(De) 간의 관계에 따라
결정됩니다. t/De가 0.12 미만인 경우, 각각에 대해 90° 회전된 두 영상은
100% 범위에 충분합니다. t/De가 0.12 이상인 경우, 세 번의 노출 - 즉
서로에 대해 60° 또는 120° 회전된(즉, 둘레에서 균등하게 나눔)은
100% 검사로 간주됩니다.
타원형 노출 기법을 사용할 때 소스 쪽의 용접 영상과
필름 쪽의 용접 영상이 나란히 따로 표시됩니다. 두 용접부 영상 간의 거리는
대략 하나의 용접 너비여야 합니다. 이를 위해서는 용접부를 통과하는 수직선에 비례하는
일정량의 소스 오프셋이 필요합니다. 오프셋은 다음 공식으로
계산할 수 있습니다.

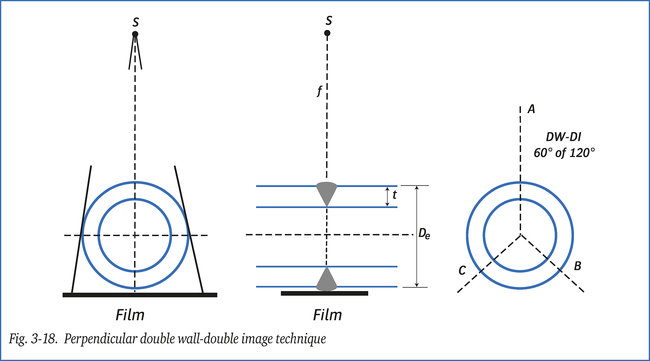
수직 기법
또는 타원형 기법이 실용적이지 않은 경우
수직 기법을 사용할 수 있습니다(그림 3-18 참조). 예를 들어, 벽면 두께가 다른 파이프를 연결하거나
파이프가 45°/90° 구부러진 상태로 연결되는 경우입니다.
둘레를 균등하게 나누어 세 번 노출하면 100% 범위에 충분합니다.