如何开展不停车检测?
可以在运行过程中使用投影技术或切向
技术对管
道、阀门、容器和蒸馏
塔开展不停车检测,以确定系统的老化
程度。 自从射线数字成像问世以来,使用存储磷光板的 CR 方法
逐渐
在不停车照射中取代了传统胶片
,详见第 16 章
。 CR 方法的主要优势是可将曝光时间缩短到原来的
五分之一到十分之一,或能够
在使用较低能量(铱 192 而非
钴 60)的情况下缩小安全区域,非常适用于
空间狭窄和人员密集的地方(如
海上平台)。
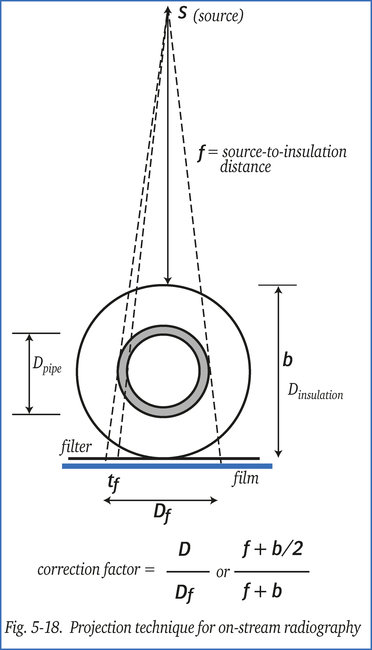
投影技术
投影技术是最常用的
技术 这种技术会将两侧管壁
同时投影到胶片上,如图
5-18 所示。 投影图像要比实际物体尺寸大。 因此
了解放大的程度非常重要,这样才能确定真实的壁厚。
在将管道的两壁都投影在胶片上的情况下,可以直接确定校正系数,即真实直径 (D) 除以射线成像直径 Df。
应尽可能使用这种方法。
采用投影技术时,放射源与管道保持着一定的距离。
在焦点至底片距离为 3 x Dinsulation和放射源尺寸为 3 mm 时,图像质量符合 EN 1435 的 A 级要求。
实际管壁厚度 (t) 等于
胶片上的图像所示厚度 (tf) 乘以校正
系数(见图 5-18)。
最常见的应用是对隔热管道进行不停车放射成像
,这种情况下隔热
直径的一半决定了清晰度。 在不停车放射成像中,了解
产品的流动方向非常重要,这样可以
更好地推断出局部壁厚是否减小。 直径不超过 250 mm 的管道一般使用 30 x 40 cm 规格的胶片。
管道直径越大,所需的胶片越多。
切线技术
对于直径为 250 至 400 mm
之间的管道,有时会采用切向技术,如图 6
-18 所示。 也就是仅对一侧管壁进行投
影。 垂直投影可产生
更清晰的图像。 这样可以缩短焦点至底片距离,从而缩短曝
光时间。 通常情况下会选择 2.5 x Dinsulation 的焦点至底片距离
。
此时校正系数为:
(2.5 x Dinsulation -0.5 x Dinsulation)/ 2.5 x Dinsulation = 0.8。
放射源、增感屏和滤波器选择
图 7-18 中的图表展示了不同管道直径和壁厚
所对应的合适放射源。 射线照片的质量可通过
滤波器和增感屏进行优化,见表 1-18。
曝光时间
毫无疑问,充气或充液管道需要不同的曝光时间。
以下是一些例子:
对于充气管道:
取决于直径和壁厚:铱 192 或钴 60,见图 7-18
焦点至底片距离:最少 3 x Dinsulation
辐照厚度:2 x 标称壁厚
胶片类型:至少 C5 (EN584-1)
胶片密度:管道投影中心最低为 2.5
对于充液管道:
取决于直径和壁厚:铱 192 或钴 60
焦点至底片距离:最低 3 x Dinsulation
辐照厚度:2 x 标称壁厚加上
管道内物质的钢当量
胶片类型:至少 C5 (EN584-1)
胶片密度:管道投影中心最低为 2.5
管道内物质的钢当量按如下方式确定:
(管道内物质的比密度 (kg/m3))/(钢的比密度 (kg/m3)) x 内径
= .... 钢 (mm)
钢密度 = 7.800 kg/m3
管道内物质密度(油和水液)= 800 至 1.000 kg/m3
注:
- 在最常用的隔热材料中,可不考虑吸收效果。
- 长时间的曝光会导致管道边缘遭受过度辐照。 这会导致管壁显示为“偏薄”。
图 8-18 展示了不停车放射成像的准备工作。 伽马射线源的
末端部件位于管道上方,而平面胶片暗盒则位于管道下方。
图 9-18 显示的是有严重点蚀的管道的不停车射线照片。
自从射线数字成像问世以来,使用存储磷光板的 CR 方法
逐渐取代了传统胶片。 CR 方法的主要优势是可将照射时间缩短
至原来的十分之一,或能够在使用较弱辐射源的情况下缩小
安全区域,非常适用于空间狭窄的地方(如海上平台),详见射线数字成像相关部分(例如此部分)